在工业生产中,磨辊的防磨方案选择至关重要,它直接影响到设备的使用寿命和生产效率。根据不同的加工需求和工况条件,选择合适的金属基陶瓷复合磨辊和防磨方案是关键。
主要材质参数
|
材料 |
硬度 |
冲击韧性 |
|
高铬铸铁 |
860 HV |
5.3 J/cm² |
|
高锰钢 |
强冲击时:713.1 HV
无冲击时:256.6 HV |
120 J/cm² |
|
ZTA陶瓷颗粒 |
1600 HV |
6.0 MPa•m1/2 |
|
碳化钛合金棒 |
850 HV |
4.2 J/cm² |
一、加工小颗粒物料,以磨损为主的工况,选择高铬铸铁基体磨辊
从表格中可以看出,高铬铸铁硬度较高,但是冲击韧性低。对于主要面对磨损问题而冲击较小的工况,可以选择高铬铸铁基体的磨辊。高铬铸铁具有极高的硬度和耐磨性,能够有效抵抗物料对磨辊表面的磨损。这种材质的磨辊适用于处理小颗粒物料,如粉煤灰、矿渣等,这些物料虽然粒度小,但对磨辊的磨损作用却非常明显。
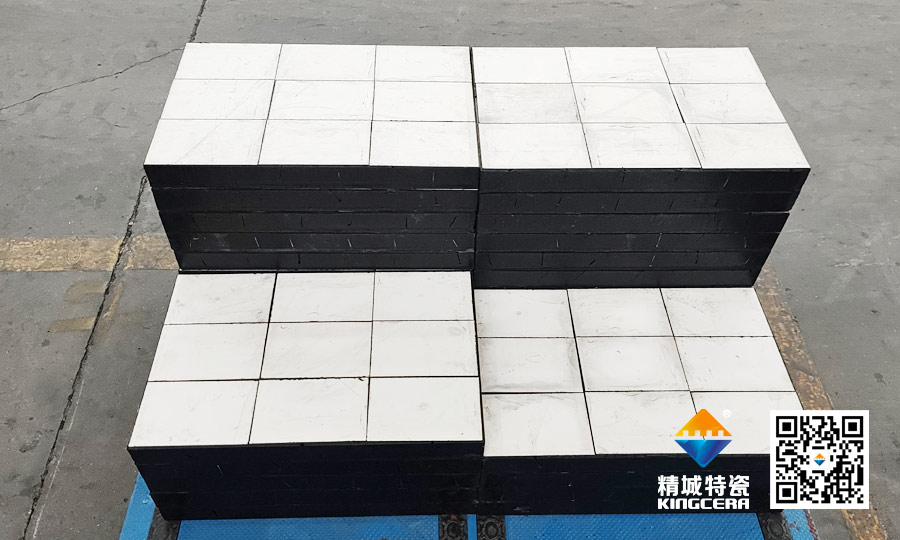
防磨方案:为了进一步提升防磨效果,可以在高铬铸铁基体磨辊的表面复合2%到5%的ZTA陶瓷颗粒。这种复合技术以高铬铸铁作为结构支撑,以ZTA陶瓷颗粒可以作为耐磨相,ZTA陶瓷的高硬度高耐磨能力能够大幅度提升磨辊的防磨能力,延长其使用寿命。
 高铬铸铁与ZTA陶瓷复合磨辊
高铬铸铁与ZTA陶瓷复合磨辊
二、加工大块物料,冲击力较大的工况,选择高锰钢基体磨辊
当物料较大且冲击力较强时,高锰钢基体的磨辊成为更合适的选择。从表格中可以看到,高锰钢在受到强冲击时,结构特性会发生变化,硬度显著提升,防磨能力增强。这种材质的磨辊特别适用于处理大块物料,如矿石、建筑废料等。
为了进一步增强高锰钢基体磨辊的防磨和抗冲击能力,可以在磨辊中浇筑碳化钛合金棒。碳化钛合金具有极高的硬度和耐磨性,能够有效抵御大块物料的冲击和磨损。通过这种设计,磨辊的整体强度和耐用性得到了显著提升。
在选择磨辊防磨方案时,应充分考虑加工物料的特性和工况条件。对于以磨损为主的小颗粒物料加工,推荐使用高铬基体磨辊并复合ZTA陶瓷颗粒;而对于冲击力较大的大块物料加工,则更适合采用高锰钢基体磨辊并浇筑碳化钛合金棒。
文/李涛 谢勇

 0731-84069187
15674861808
0731-84069187
15674861808
 English
English Español
Español русский
русский 日本語
日本語






























 湘公网安备 43012102000459号
湘公网安备 43012102000459号